このベースボードをフレームに固定するのだが、しっかり固定したいので12個のネジで固定することにした。しかし、フレームの溝に通す角型のナットが無い。幸い20mm幅のアルミ材を持っていたのでこれを加工してナットを作ることにした。


これを20mm角にして、中心にΦ6のタップを立てるためにΦ5の下穴を空ける。しかし、現状Φ3用とΦ6用のコレットチャックしか持っていないのでΦ3の下穴を空けて、ボール盤でΦ5を空け直すことにした。
アルミ材の中心に穴を空けるために、まず別の板材をフレームに固定し幅20mm、深さ1mmの溝を掘り、その溝にアルミ材を嵌めこんで加工した。

板材の加工用データとアルミ材の加工用データは別個になるが、CNCのXY方向の原点設定を変えずにデータを入れ替えるので、この方法でうまく中心に穴を空けることができた。
加工後のワーク。
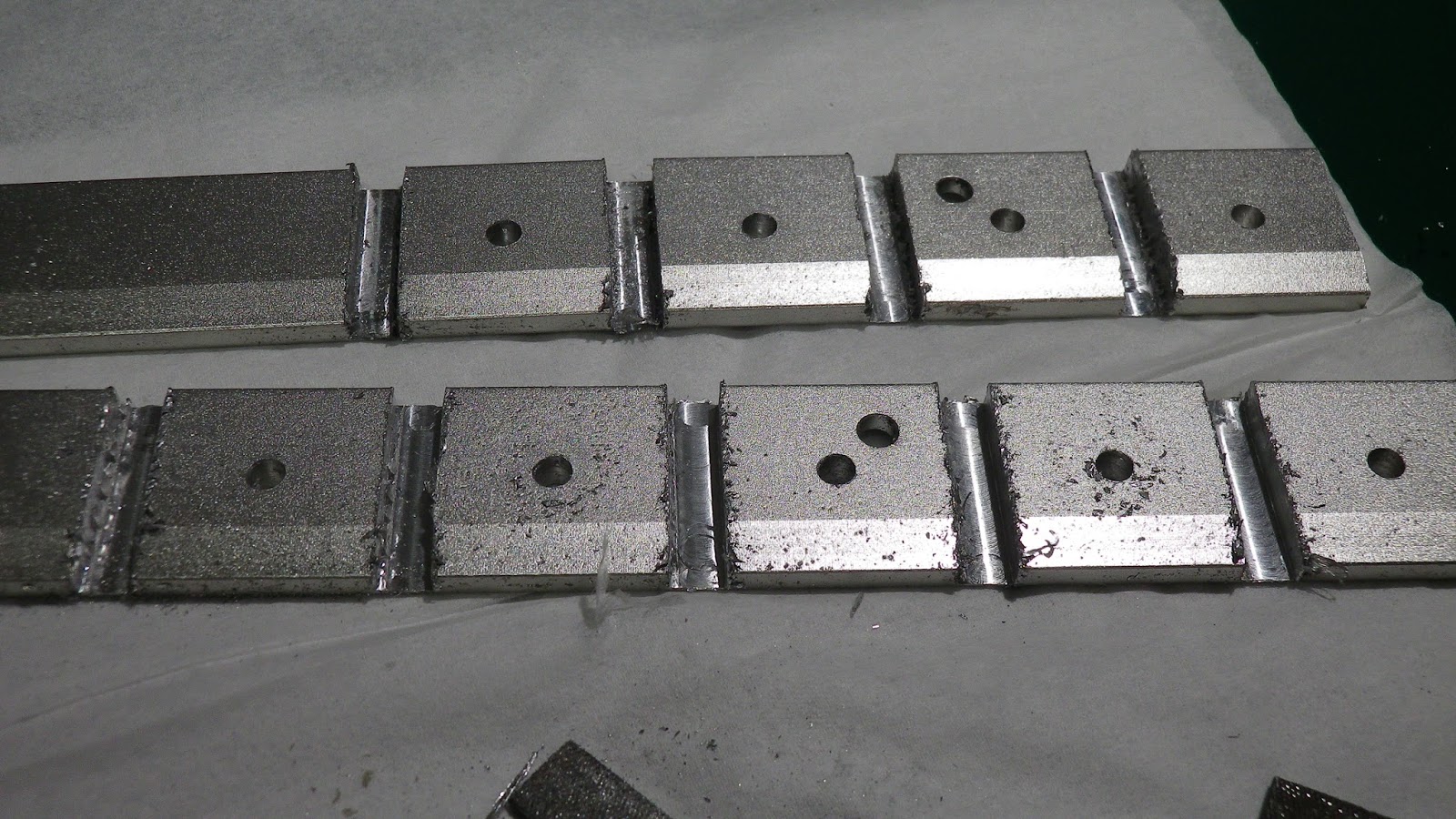
これを個々に切り離してヤスリがけをして仕上げた。

次にボール盤で穴をΦ5に広げてからタップ立てをしたのだが、深夜になってしまってボール盤を使えなくなってしまった。(騒音防止) そこで仕方なくボール盤のスピンドルを手で回して穴を広げ、目検討で垂直にタップを立てたのだがちょっと斜ってしまった。が〜ん orz

アルミ材はもう1本あるので作りなおすこともできるのだが、次の日に修正用の治具を作って修正してみることにした。治具は25mm厚のMDFに20mm角、深さ4mmの穴を掘り、中央にΦ6の穴を貫通させた。


そして、角穴にナットを嵌めこんで固定し裏の穴からタップを刺し込んでタップを立て直した。



で、何とか修正できた。

実際、板を通してネジ締めしても、ほーらこんなにぴったり!
最初からこの方法でやれば良かった。

これをフレームの溝に通して、ベースボードを固定した。


次にその上に載るワークを固定するための穴を空けるが、5cm間隔で穴を空けΦ6×13mmの鬼目ナットを埋め込んだ。また、ワークを固定する際のガイドとするために1mmの溝を掘った。ベースボードには15mm厚のMDFを使用した。

鬼目ナットを埋め込む際に穴周辺部が捲れ上がったりしたので全面を0.4mm程削って平面を出すことにした。


これで、この面はCNCの直交軸に対して平行になっている筈だ。

実際、板を通してネジ締めしても、ほーらこんなにぴったり!
最初からこの方法でやれば良かった。

これをフレームの溝に通して、ベースボードを固定した。


次にその上に載るワークを固定するための穴を空けるが、5cm間隔で穴を空けΦ6×13mmの鬼目ナットを埋め込んだ。また、ワークを固定する際のガイドとするために1mmの溝を掘った。ベースボードには15mm厚のMDFを使用した。

鬼目ナットを埋め込む際に穴周辺部が捲れ上がったりしたので全面を0.4mm程削って平面を出すことにした。


これで、この面はCNCの直交軸に対して平行になっている筈だ。



0 件のコメント:
コメントを投稿