スピンドルモータ−の冷却水循環用ポンプの音が非常にうるさい。
ずっと動かしておくと、固定してある台や家屋と共振する場合があるようで低周波ノイズまで発生することがある。これのために深夜の作業が出来ない。
代わりに静音タイプのポンプを買いたいと思ってアマゾン等の通販サイトで静音タイプのポンプを検索すると、安価で「静音」を謳う色々なタイプの商品が表示されるのだがどの程度静かなのかがさっぱり判らない。試しに買ってみる訳にもいかず非常にもどかしい。
そこで、静音ポンプを自作してみることにした。失敗したら購入を考える。
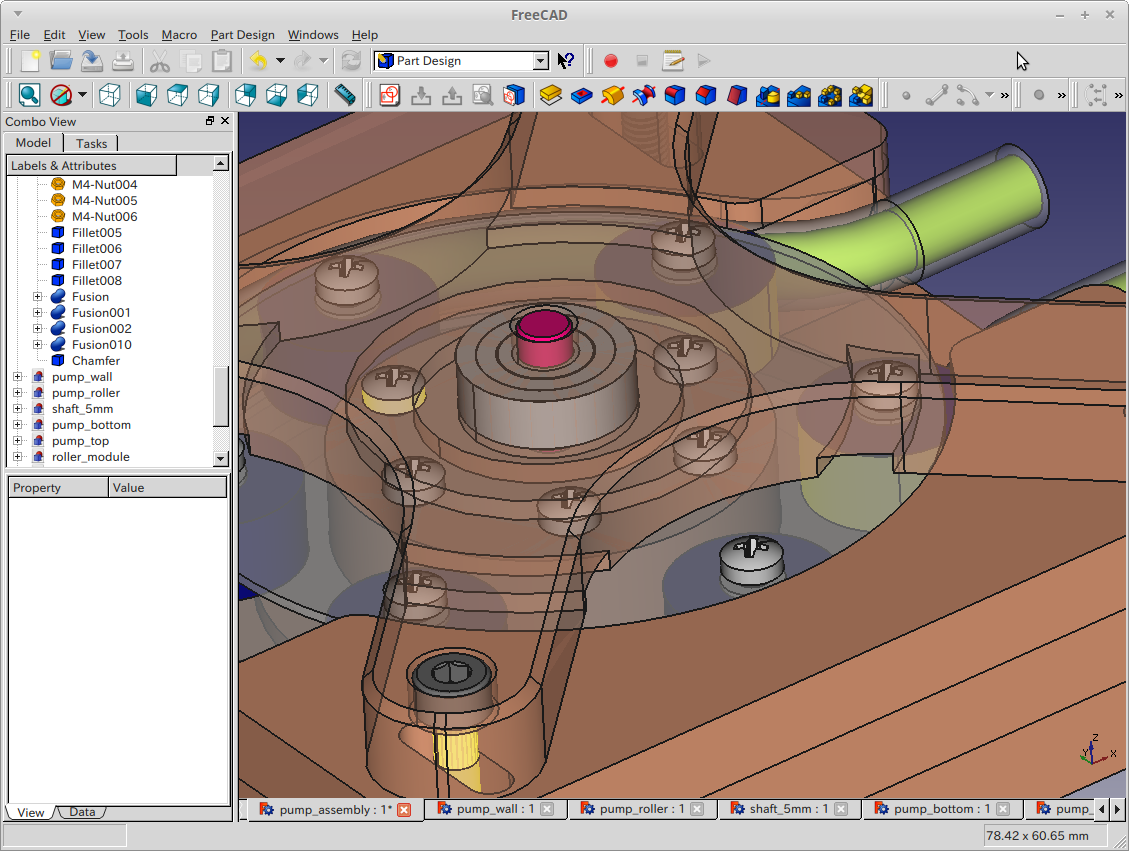
作るのはチューブ式ポンプだ。FreeCADで設計している。

チューブ式ポンプはチューブをローラーでシゴイて輸液する方式で、水密性のあるポンプ室を作る必要がないので製作が容易だろうと考えた。しかし、ローラーモジュールを非常に高速に回転させないと輸液量が大きくならない可能性があるが、今回の用途では冷却液を循環させるだけなので何とかならないかなぁー、、、などと思っている。
使用する材料は主にMDFとアルミ、真鍮パイプで、軸と軸受けはジャンク箱にあるウン十年前のステッピングモータを分解して部品取りしたやつを使う。

一番下のベース板
中央部の丸くくぼんでいる部分には5mmシャフト用の軸受けを嵌める。その外側の丸い溝はローラーモジュールのネジを逃げるための溝である。設計上は干渉しない筈だが念の為に設けている。

ローラーモジュール
上下の円板は1mm厚のアルミで作る。中央部のコアはMDFで作る。

ローラー
ローラー本体はMDFで作るが、中に真鍮製のパイプを入れて滑りをよくするつもりだ。また上下にワッシャを1枚噛ませて上下パネルとの接触を避ける。

壁
チューブをローラに押さえつける壁の部分でこれを2枚貼りあわせる。
チューブ位置をローラーの中央部にするために外側にガイドを設けている。


この壁は取り付け位置をキチキチに固定してしまうと、最初にチューブを這わすのが難しくなるので取り付け穴を長穴として前後にスライド出来るようにしている。
押さえ板
これはひっくり返して見ている状態。ちょっとカッコつけてX形状にしてみた。
中央部の丸い窪みは底板同様軸受けのベアリングを嵌めるための穴で、外側の溝はローラーモジュールのネジとの干渉を避けるための溝だ。


モーターはDCモーターを使う予定でいるが、何を使うかということとどうやって連結するかをまだ詰めていない。カプラでシャフトと同軸に配置するか、プーリーでずらす、あるいは反転するか、あるいは歯車で直交配置するか・・・

設置するスペースが狭いので、そこに設置できる方式にしなければならない。